PETGで透明度を高く印刷するためのポイント!
ノズル温度を高く!推奨温度の最高温度で!260℃
クーリングファン→OFF
インフィル→100%
印刷パターン→単調
使用フィラメント 機材
フィラメントは

ELEGOO RAPID PETG
プリンターは

Bambulab A1です。
出力セッティング
ノズル温度
このフィラメントの推奨温度は230℃~260℃
なので最高温度の260℃にしましたが、270℃でもいいかも。
冷却の項目
ファン最低回転速度0
ファン最大回転速度0
ファン常時ON チェック外す
ベッド温度は65℃→45℃で印刷しましたが、70℃固定でもいいかも。
底天面すべてのパターンを単調に
インフィルを100%
モデリング
今回はPETGの透明度を確認するためなので、1層と2層でどんな違いが出るかが分かる形状でモデリングしました。
0.2mmで積層するので、0.2mmと0.4mmの部分を作った窓のような形状で作りました。
印刷結果
出力結果はこのようになりました。
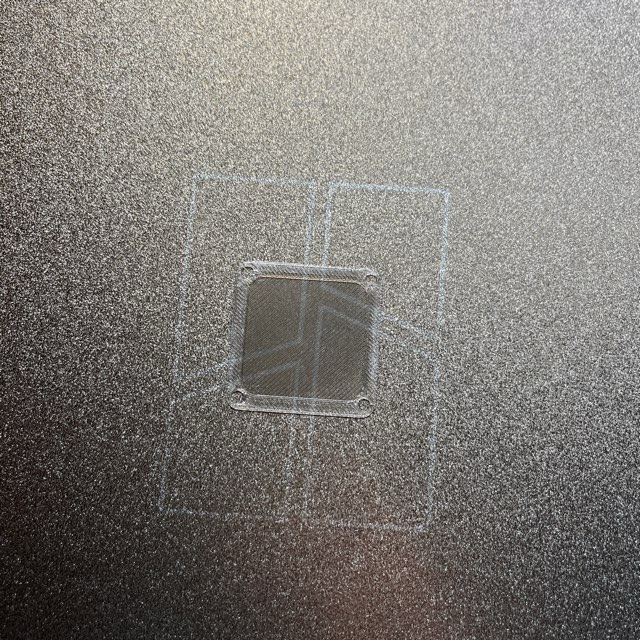

出力したそのままの状態だとベッドにくっついているので、かなり透明度が高い印象ですね!
ベッドからはがしてみるとこんな感じ。

純正のテクスチャPEIプレートなのでスリガラスのような見た目になりますが、ぴったりとくっつければ下の物がちゃんと見えるくらい透明度が出ました!

そして僕の予想では層が増えるごとに透明度が下がってしまうのでは?という考えだったのですが、実際出力してみると1層よりも2層の方が透明度が高いようにも見えます。
もちろんモデリング形状や積層ピッチによると思うので一概には言えないですが、これは意外な結果ですね。
今回は0.2で積層しましたが、0.24や0.28 もっと言えばノズルを大きなものにして1層を厚くするのが良い物か、0.2を2層や3層にするのがいいのか
使用用途にもよるかと思いますが、とにかくフィラメントの温度を高くするのがポイントですね。
まとめ
もちろんアクリル板のように透明とは言えませんが、好きな形状である程度透明なパーツが出力できるのはうれしいですね!
厚い物の場合
積層ピッチ→すべて0.1mm
線幅→全て0.5mm
強度
強度壁面総数 1
トップ面及び底面総数 0
スパーインフィル 整列直線 100% インフィル方向45→0°
速度
速度 200とかになっているところを→35mm/s
オーバーハング減速チェック外す


コメント